|
Savurma döküm yönteminde erimiş metal, bir eksen etrafında
döndürülen kalıplar içine dökülerek biçimlendirilir. Merkezkaç
kuvvetlerinin oluşturduğu basınç, metalin kalıp cidarına homojen
olarak dağılmasını, parçanın dışının kalıbın iç şeklini almasını
sağlar. Oluşan yüksek merkezkaç kuvveti sayesinde dökülen sıvı
metal içinde bulunan düşük yoğunluklu kum ve cüruf tanecikleri,
metal olmayan kalıntılar ve gazlar dönme eksenine doğru
sürüklenir. Dolayısıyla bu yöntemle parça yüzeyinin gözeneksiz
temiz ve ince taneli olarak elde edilmesi mümkün olur.
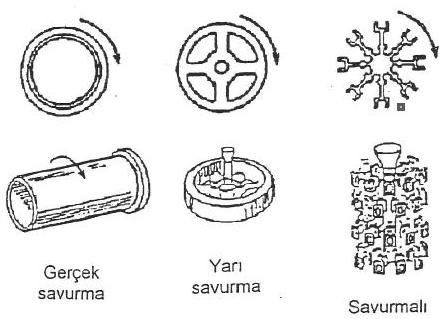
Savurma döküm yöntemi üçe ayrılır:
·
Gerçek Savurma Döküm
·
Yarı
Savurma Döküm
·
Savurmalı Döküm
Gerçek Savurma Döküm:
İç
boşluklar maça kullanılmadan elde edilebilir. Bu yöntem boru
üretiminde yaygın olarak kullanılır. Parçanın istenilen cidar
kalınlığı, kalıp içine dökülen eriyiğin miktarının ayarı ile
mümkündür. Dönme ekseni yatay veya düşey açılı olabilir. Dökülecek
parça sayısı az ise kalıplar kum esaslı malzemeden yapılır. Seri
Üretimde ise su ile soğutulan metal kalıplar kullanılır. Dönme
ekseni yatay veya düşey açılı olabilir.

Bu
şekilde dönme açısı yatay olan bir gerçek savurma döküm makinesi
görülmektedir. Alttaki iki teker yere sabitlenmiş olup üstündeki
boru şeklindeki kalıbı bir motor yardımıyla döndürmektedir. Çıkan
ürünün (boru) boyu isteğe göre, kalıbı ve tekerleri büyüterek
ayarlanabilir. Eksenel dönmeden dolayı olan merkezkaç kuvveti
sayesinde eriyik kalıp içine homojen olarak dağılır ve bu özelliği
kullanarak dökülecek malzemenin miktarını ayarlayarak istediğimiz
boru kalınlığına ulaşabiliriz. (Bilinen yoğunluk, sabit boy
ölçüsü, et kalınlığıyla çap orantısı)

Bu
şekilde tekerlerin erkek olduğu ve kalıbın dişi olduğu görülür.
Böyle tasarlanmasının nedeni üstündeki kalıp dönerken sağa veya
sola kaymasını önlemektir. Sol taraftaki motor çalıştığında
belirli bir dönme kuvveti verir, bu kuvveti kayışlar yardımı ile
tekere verilir. Yakın taraftaki tekerin dönmesi yeterli olup,
kalıbı döndürür. Kalıp dönerken düşmesini önlemek için ikinci
teker konur. Bu ikinci teker kalıbın ileri geri oynama hareketi
yapmasını önler.

Tekerler yüksek hızlara ulaştığından ısınır ve bu ısınmanın
kalıba geçip eriyiği kötü etkilemesini önlemek için tekerlere
devamlı su tutulur. Tutulan suyun dışarıya çıkmasını önlemek ve
yüksek hızda dönen kalıptan çıkabilecek herhangi bir kazayı
önlemek için bu makinenin çevre ile olan ilişkisini kesmek için
dış kısmına bir koruma kabı yerleştirilir.

Koruma kabının kapağının kapalı durumu, şekildeki gibidir.
Dökülecek metal kabın ağız kısmına boşaltılır. Aşağıdaki şekilde
görüldüğü gibi sıvı metal kabın ağzından yolluğa ulaşır. Bu yolluk
sayesinde dökülen eriyik boru şeklindeki kalıba ulaştırılır.
Savurma dökümde hurda kaybı çok azdır çünkü yolluk israfı ya da
çekece ve besleyici yoktur.


Bu
yöntemle dökülen parça yukarıdaki şekildeki parça gibidir.
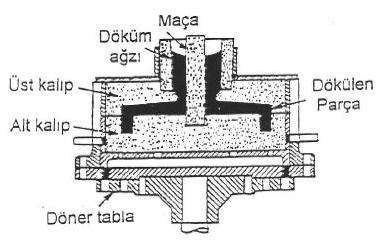
Eğer
istenen ürünün yarıçapı yüksekliğine göre büyükse (= r/h>1)
Düşey
Savurma Döküm
yapılır. Aşağıdaki şekilde döküm makinası görülmektedir.

Dökülecek eriyik huni şeklindeki ağza üstten doldurulur.
Motor sayesinde üst kısım döndürülmeye başlar. Yukarıdaki kısımda
döndürülen parça görülmektedir.
Eriyik buraya dolar ve katılaşana kadar döndürülür. Döndürülme
ekseni düşey açılıdır. Ayrıca kalıbın içine her dökümden sonra
refrakter boya sürülür (Refrak8 gibi). Bu boya malzemenin
yapışmasını önler ve yüzeyin temiz olmasını sağlar.
İmalatçı tarafından uygun görüldüğü taktirde bazı malzemeleri
dökmeden önce kalıbın iç çevresine maçalar koyulur. Bu maçalar
kumdan yapılır çünkü kumun ısı geçirgenliği düşüktür. Bu maçalar
sayesinde kalıbın ısı kaybetmesi önlenir, soğuma gecikir, taneler
daha büyük olur, malzemenin içinde ve dışında aynı büyüklükte
taneler oluşur. Örnek olarak işlemede, işleme kabiliyetinin iyi
olması için her yerinde sertlik düşük olmalı ve genleşme
farklılıkları olmamalıdır.
Döküm işlemi bittikten sonra makine yandaki kollarla eğilir ve
ürün aşağı düşer.
Yarı
Savurma Döküm:
Dönel
simetriye sahip, ancak iç boşluk içermeyen tekerlek ve dişli
taslakları gibi parçaların üretiminde kullanılır. Genellikle düşey
olan dönme ekseni aynı zamanda parçaların dönel simetri ekseni
olup, kalıplar birkaç parça üst üste dökülebileceği şekilde
düzenlenebilir. Kalıplar yaş kum, kuru kum, metal veya diğer uygun
malzemelerden yapılabilir. Cüruf, oksit, kum gibi pislikler orta
kısımda toplanır. Bu olay yoğunluk farkından yararlanılarak
gerçekleşir. Yoğunluğu fazla olan dışarı çıkar, az olan ise ortada
toplanır.
Savurmalı
Döküm:
Parçalara ait kalıp boşluklarının kalıp dönme ekseninin dışına
yerleştirilmesi bu tip dökümün özelliğidir. Metal, aynı zamanda
dönme ekseni olan düşey bir yolluktan beslenir ve yatay
yolluklardan geçerek kalıp boşluğuna ulaşır.
Savurma Dökümün Artıları
Ø
Boru
ve bunun gibi parçalar maça kullanılmadan dökülebilir.
Ø
Gözeneksiz ve temiz bir içyapı elde edildiğinden, bu yöntemle
dökülen malzemenin mekanik özellikleri diğer yöntemlerdekinden
daha üstündür.
Ø
Parça
toleransları dar, yüzeyleri kalitelidir.
Ø
Yolluk sistemi olmadığından, hurdaya atılan malzeme çok azdır.
Ø
Kalıbın ince cidarlı bölümleri kolaylıkla dolar.
Ø
Erimiş metali besleme hızı yüksek olduğundan, döküm sıcaklığı
düşük seçilebilir.
Savurma
Dökümün Eksileri
Ø
Dökülebilen parça biçimleri sınırlıdır.
Ø
Döküm
makinesi yüksek bir yatırım gerektirir.
Ø
Yoğunlukları farklı olan bileşenler içeren alaşımlarda ağırlık
segregasyonu görülebilir.
|
